PE pressure pipes are designed for a long lifetime (in excess of 100 years) in the subsurface infrastructure. To guarantee the whole pipeline life span under the designed pressure, it’s necessary to select non pressure derating HDPE fittings.
At present injection moulded fittings maximum goes up to 630mm, but for bigger sizes, there is limitation on the injection moulded production way.
Why is Injection Moulding Not Suitable for Large-Diameter Pipe Fittings?
1. Flow Path and Void Defects (Core Issue)
During injection moulding of large components, molten plastic must flow over long distances, leading to:
Incomplete Filling: Premature cooling prevents full mold cavity filling.
Voids/Porosity: Internal defects caused by uneven shrinkage or poor venting, significantly reducing pressure resistance and structural strength.
Weld Lines: Weak molecular bonding at multi-gate junctions, creating fracture risks (especially dangerous with lateral finger gates).
2. Gate Design Risks (Lateral Finger Gate)
While lateral finger gates improve flow, they pose critical issues in large parts:
High Residual Stress: Concentrated near gates, leading to warping or cracking.
Leakage in Sealing Surfaces: Weld lines on flange connections may fail under high pressure.
3. Equipment and Cost Limitations
Large pipe fittings require:
Massive Molds & High Clamping Force(1,000+ ton injection machines), resulting in prohibitive tooling costs.
Low Yield Rates: Defects increase scrap rates, making alternative processes (e.g., extrusion, rotomoulding) more cost-effective.
Especially for the injection moulded tee, not easy to pass the hydrostatic pressure test under 80°C for 165 hours.
Manufacturing of Tees
Manufacturing a tee (especially via injection molding) is more complex. Molten plastic must converge from three directions within the mold, which easily leads to the following in the convergence zones (i.e., the stress concentration areas):
Weld/Flow Lines:This is the most critical factor. When the flow fronts of two molten plastic streams meet, if they do not fuse perfectly, a microscopic "seam" or weld line forms. The strength at this line is significantly lower than that of the base material.
Orientation Effects and Crystallinity Variation:In the convergence zone, the alignment (orientation) of polymer chains and the material's cooling rate can be inconsistent, potentially leading to localized degradation of material properties.
In simple terms:The structurally weakest area of a tee (the stress concentration zone) is precisely where manufacturing defects (weld lines) are most likely to occur. This creates a compounding negative effect.
Stress Analysis of a Tee
Primary Stress: A tee, especially when its branch opening is sealed with a blind flange or plug for hydrostatic testing, faces a much more complex and severe load. The pressure inside the main pipe exerts a significant force trying to "push out" the branch.
Stress Concentration: In the transition areas between the main pipe and the branch (particularly at the shoulder and crotch regions), the geometry changes abruptly. This prevents smooth stress transfer, causing stress to accumulate sharply at these junctions and form localized stress concentrations far exceeding the nominal pipe stress.
Stress Concentration Factor: Local stress in these areas can be 3, 4 times, or even higher than the nominal stress in the pipe. Failure during hydrostatic testing almost always initiates at these points of stress concentration.

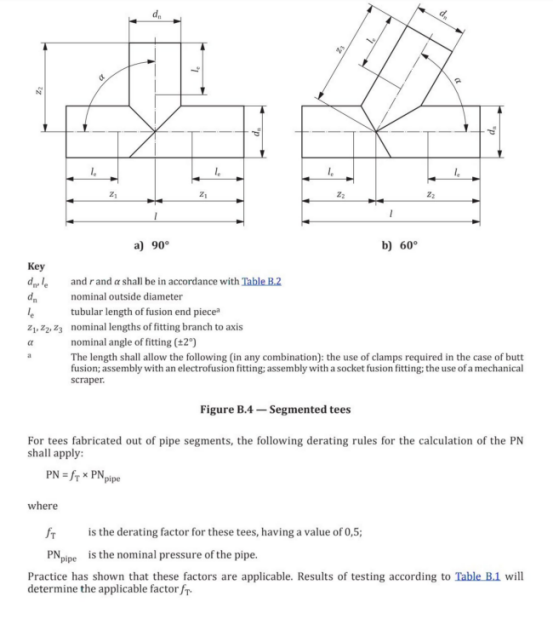
When it goes to HDPE pipe fabricated tee, there is a 50% pressure derating for fabricated tees.

To compare injection moulded tee, and pipe fabricated tee, for big size HDPE fittings, smart joint recommends our non pressure derating solution as followed:
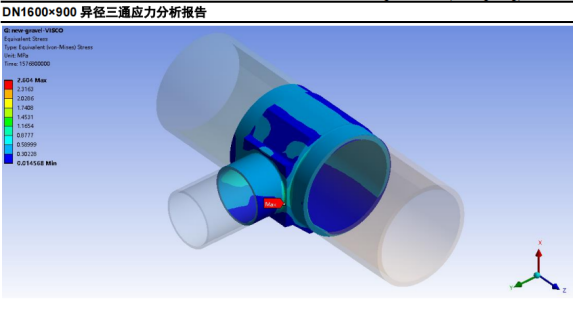
Smart Joint machine the HDPE tee body from the thick hollow bar based on the structure which is designed and calculated by our Finite Element Analysis. With enough strengthened structure, the tee is non-pressure derating, it guarantees the tee’s long-term performance.
Smart Joint produced customized Non-pressure derating fittings have passed the test by CNAS.
Non Pressure Derating Fittings
Both metric size and inch size available;
High pressure HDPE tee with PN30,PN25,PN20 pressure rating can be supplied per request.

Followed is hollow bar machined tee 80°C 165 Hours pressure test link:
https://youtu.be/VZcP57MsZv4