Professional Electrofusion Welding Machines: Engineered for Uncompromising . With over 25 years of experience in electrofusion technology, Smart Joint provides industry-leading solutions designed for reliability, safety, and long-term performance. We understand that every joint in a PE piping system is critical to its long-term integrity and safety. That's why our machines are built not just to meet standards, but to exceed expectations, delivering unmatched performance and reliability in the most demanding environments.
DH-2G (20-400mm)

DH-2 (20-400mm)

PH-3 (20-800mm)

PH-4 (20-1400mm)

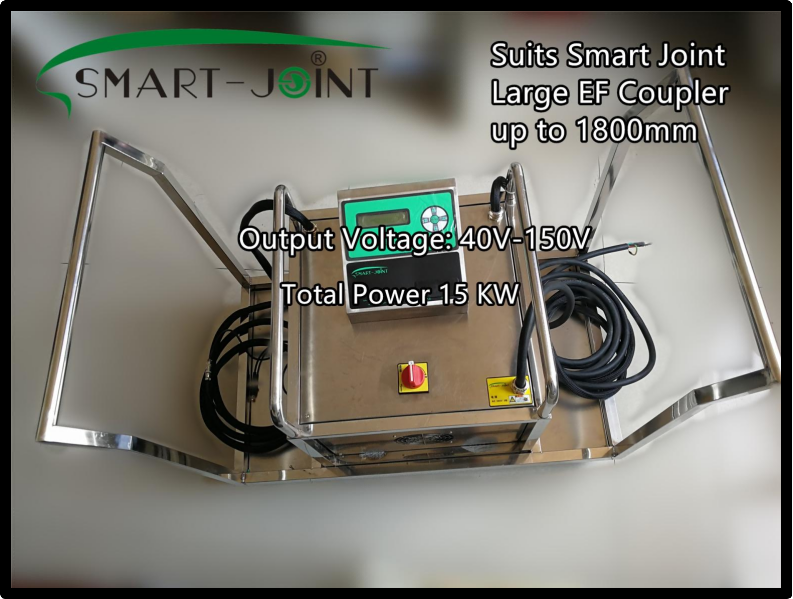
PH-5 (up to 1800mm)
SIPHON 315 S1 (For drainage fittings 63-315mm)

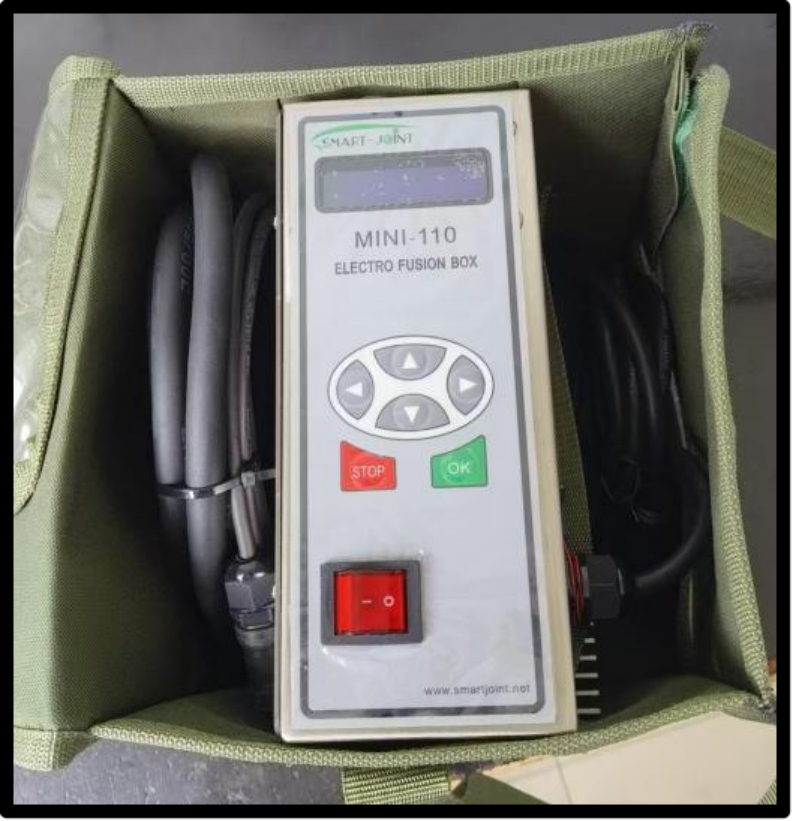
MINI 110 (For pressure fittings 20-110mm)
Electrofusion machines are used for creating joints via the electrofusion method. To understand how they work, it is essential to first grasp the principle of electrofusion itself. Polyethylene (PE) Electrofusion fittings are manufactured with a precision-designed resistance wire heating coil mechanism. The wire heating coil is encapsulated by PE and located just below the fitting’s fusion surface.
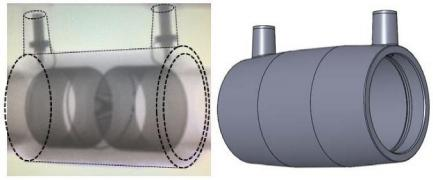 X-ray perspective of heating coil mechanism
X-ray perspective of heating coil mechanism
The electrofusion process works by introducing a controlled electrical voltage (From the Electrofusion Machine ) to the heating coil, which in turn generates heat to melt the fitting and pipe surfaces. As the polyethylene surfaces melt they also expand in volume to close any gaps between the pipe and fitting. After the gaps are closed, the continued melt expansion generates pressure within the heated zones.
The expanding melt reaches “cold zones” within the fitting where the leading edges of melt flow cool and solidify, thereby blocking any further melt movement or escape. The heating process continues for a predetermined time so that substantial pressure is reached through continued melt expansion in the contained melt pool of the pipe and fitting surfaces. The molten surfaces under pressure will join at the molecular level. Upon completion of the heating phase, the assembly is held stationary by external clamps as the melted materials begin to immediately cool and co-crystallize into a single homogeneous monolithic structure between the pipe and fitting. Once completely cooled, the surfaces are permanently joined together and cannot be separated.
Key points of basic operation steps of electrofusion welding
1.1 Preparation before welding
Check whether the power supply voltage is within the range required by the machine, especially the generator voltage.Check whether the wire capacity meets the welding machine output power requirements and is grounded. Measure the power supply voltage to confirm that it meets the welding machine requirements. Clean the power output plug to ensure good conductivity. Check whether the output plug size of the welding machine matches the binding posts of the pipe fitting.
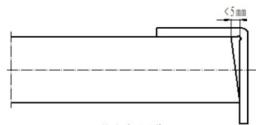
1.2 Pipe interception
The end face of the pipe should be perpendicular to the axis, and the error should be less than 5mm.
1.3 Welding surface cleaning
Measure the length or center line of the electrofusion pipe fitting, and mark the welded pipe surface with a line mark, as shown in Figure 6-2. Scrape the welding surface in the marked area to a depth of 0.1 to 0.2mm to remove the oxide layer.
For electrofusion saddle-type pipe fittings, the scraped area on the pipe surface should be larger than the edge of the saddle body.
 1/2Fittings length +10mm
1/2Fittings length +10mm
1.4 Pipes and fittings sockets
Re-mark the line on the pipe so that it is 1/2 the length of the pipe from the end face. Socket the clean electrofusion fitting with the pipe to be welded, keeping the outer edge of the fitting flush with the marked line. When installing the electrofusion clamp, the electrofusion fittings must not be subjected to external force, and the non-axiality between the pipe and the fittings should be less than 2%. Saddle are installed according to the method provided by the fitting manufacturer to ensure that there is no gap between the two welding surfaces of the fitting and the pipe. Electrofusion saddle used for repair must be centered, and the heating wire area must not be installed over the hole being repaired.
1.5 Output plug connection
The output end of the welding machine is firmly connected to the pipe terminal, and no virtual connection is allowed. If the output terminal size is different from the fitting terminal size, a special adapter plug should be used.
1.6 Welding mode setting
According to the requirements of the welding machine manual, adjust the welding machine to the "barcode input" or "manual setting" mode.
1.7 Welding data entry
Enter welding data by barcode reading or manual setting.
1.8 Fusion
Turn on the welding switch and start timing. Welding parameters in manual mode should be determined according to the fitting product instructions.
1.9 Natural cooling
The cooling time should be determined according to the product manual of the fitting. During the cooling process, no external force should be applied to the welded parts. The clamp should be removed after cooling. Saddle should be in a clamped state during welding and cooling. The cooling time of the Tapping saddle should be greater than 60 minutes or the drilling operation should be carried out according to the product instructions.
Smart Joint offers a comprehensive product line of electrofusion welding machines, designed for applications ranging from drainage fittings to pressure pipe systems. The model SIPHON 315 S1 is engineered for excellent compatibility with electrofusion fittings from various manufacturers. Its unique design enables constant current (CC) output for fittings with an outside diameter (OD) below 160 mm, and automatically switches to constant voltage (CV) output for fittings from 200 mm up to 315 mm OD. This dual-mode capability allows a single unit to cover a wide range of sizes, enhancing operational convenience and cost-effectiveness in field applications.
For pressurized electrofusion fittings, we provide multiple machine models tailored to different pipe dimensions. All units are built to deliver stable output and ensure long-term durability under demanding working conditions. Technical specifications for the various models are provided below as a reference to assist in selecting the appropriate electrofusion machine based on specific project requirements.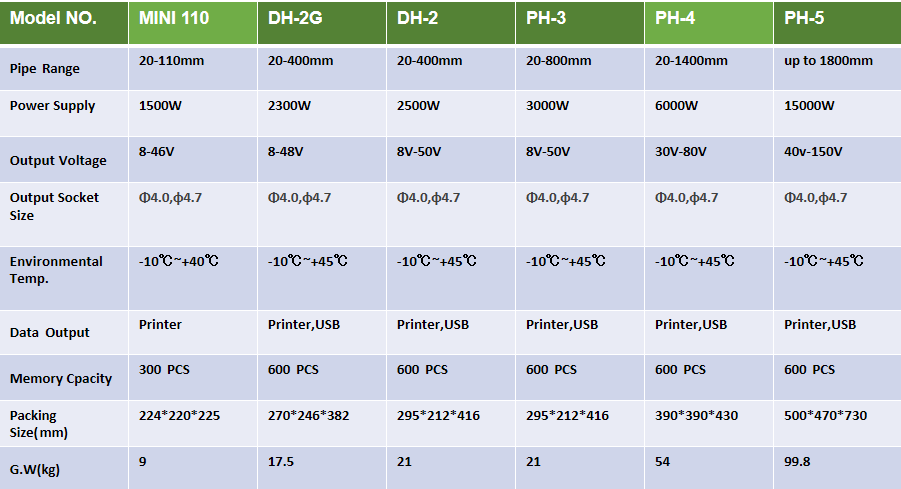
Smart Joint Smart choice , we are confident that the performance of our products will demonstrate our commitment to quality and reliability, paving the way for a trusted and enduring strategic partnership on your upcoming projects.













 X-ray
X-ray






